手 机:13792344248
15020757778
座 机:0537-7217679
邮 箱:262262764@qq.com
地 址:汶上县圣泽大厦A座14楼
网 址:www.jnjkms.com
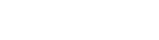
蒸压加气混凝土砌块是一种轻质多孔建筑材料,由水泥、石灰、矿渣、粉煤灰、砂、产气材料等制成。通过研磨、配料、浇注、切割、蒸汽养护和研磨。蒸压加气混凝土砌块之所以得名,是因为产生气体后产品中有大量均匀细小的孔隙。它具有重量轻、保温、性能好、可加工性好等优点。它是我国广泛使用的轻质墙体材料之一,具有良好的发展前景。

蒸压加气混凝土砌块技术
1、加气混凝土砌块原材料的储存和投料
原料用汽车运进厂,粉煤灰(或砂石粉)集中在原料堆场,使用时运至料斗。袋装水泥或散装水泥应储存在水泥筒仓中。使用时,它被运送到料斗中。化学品、铝粉等。应分别放置在化学品仓库和铝粉仓库,使用时运至生产车间。

2、加气混凝土砌块原材料加工
粉煤灰(或砂、石粉)由电磁振动给料机和带式输送机送入球磨机,粉煤灰(或砂、石粉)由粉煤灰泵送入泥浆罐储存。石灰由电磁振动给料机和带式输送机送至颚式破碎机破碎,破碎后的石灰由斗式提升机送至石灰储存仓,然后由螺旋输送机送至球磨机,粉碎后的物料由螺旋输送机和斗式提升机送至粉料配料仓。化学药品按一定比例人工计量,然后配制成一定浓度的溶液,送到储罐储存。

3、配料、搅拌、浇注加气块
石灰和水泥由粉体配料仓下方的螺旋输送机依次输送到自动计量秤,秤下方的螺旋输送机可以将物料均匀地加入到浇注搅拌机中。粉煤灰(或砂、石粉)和废泥浆放入计量筒计量。各种物料计量后,即可搅拌浆料。浇注前泥浆应符合工艺要求(约45℃)。如果温度不够,可向浆液计量罐中通入蒸汽加热,浇注前0.5~1分钟加入铝粉悬浮液。
4.加气块的初始固化和切割
浇注后,用输送链将模具推入一次固化室,进行气体生成和初凝。室温为50~70℃,初固化时间为1.5-2小时(根据切件的地理优势可省去此工序)。初固化后,将模架和坯料一起挂在事先放置釜底板的切割台上,取下模架。切割机横切、纵向切割和碾磨面包头,模架挂回到模架上进行手动操作。切割时产生的坯体边角料通过螺旋输送机送到切割机旁边的废浆搅拌机,加水制成废浆,配料时使用。
手 机:13792344248
15020757778
座 机:0537-7217679
邮 箱:262262764@qq.com
地 址:汶上县圣泽大厦A座14楼